I den moderne metalbearbejdningsindustri er wolframkarbid blevet det mest anvendte materiale til skærende værktøjer. Sammenlignet med traditionelt hurtigstål (HSS) har wolframkarbid væsentligt højere hårdhed, slidstyrke og varmestyrke. Dette muliggør markant højere skærehastigheder, hvilket resulterer i øgede metalafspåningsrater (MRR – Material Removal Rate) og forbedret produktivitet.
Fremskridt inden for belægningsteknologi, hvor et tyndt lag belægningsmateriale med en mikrohårdhed, der overstiger wolframkarbids, påføres værktøjets overflade, har ændret det traditionelle forhold mellem hårdhed og sejhed i skærende materialer. Når wolframkarbid er belagt, opnår det en højere slidstyrke end ubelagt karbid med samme sejhed. Denne forbedring har yderligere bidraget til øget produktivitet.
I dag er størstedelen af alle hårdmetalværktøjer – både massive værktøjer og værktøjer med vendeskær – baseret på belagt wolframkarbid som det primære materiale i de skærende egge.
I de senere år har metalbearbejdningsindustrien imidlertid stået over for en ny udfordring: de markant stigende priser på wolframholdige materialer. Der er en række årsager til denne prisudvikling, som ofte er indbyrdes forbundne, og de fleste relaterer sig til økonomiske og geopolitiske forhold.
Kina er eksempelvis den dominerende leverandør af wolfram og står for omkring 80 % af den globale produktion. Ændringer i Kinas eksportpolitik eller regulering af mineralressourcer har derfor en direkte indvirkning på verdensmarkedspriserne. Samtidig er efterspørgslen efter wolfram steget betydeligt i andre industrisektorer, især inden for elektronik samt luftfarts- og forsvarsindustrien.
Den nuværende geopolitiske situation og de logistiske forstyrrelser, som påvirker de globale forsyningskæder, bidrager yderligere til de stigende priser på wolfram og dermed på hårdmetalbaserede skærende værktøjer.
Denne prisstigning påvirker naturligvis investeringerne i værktøjer og medfører, at udgifterne til skærende værktøjer udgør en større andel af de samlede bearbejdningsomkostninger. Under disse forhold søger producenter derfor i stigende grad efter muligheder for at reducere værktøjsrelaterede omkostninger og overvejer oftere alternative løsninger inden for spåntagende bearbejdning.
Samtidig er det vigtigt at huske, at skærende værktøjer, selv om de typisk udgør en relativt lille del af de samlede bearbejdningsomkostninger, kan være et særdeles effektivt middel til at øge produktiviteten og dermed reducere de reelle produktionsomkostninger.
Den nye udfordring for producenter af skærende værktøjer er derfor at udvikle omkostningseffektive løsninger, der kan imødekomme de udfordringer, som de kraftigt stigende wolframpriser på verdensmarkedet medfører. I sidste ende handler det om at sikre den bedst mulige balance mellem omkostninger og ydeevne – at opnå størst mulig værdi for investeringen.
Under disse omstændigheder lægger metalbearbejdningsindustrien i stigende grad vægt på skærende værktøjers omkostningseffektivitet og søger måder at forbedre forholdet mellem pris og ydeevne på. På den ene side indebærer dette naturligt en øget anvendelse af avancerede teknologier, optimering af eksisterende processer, implementering af mere effektive bearbejdningsstrategier samt forbedret værktøjsstyring i produktionen.
På den anden side forventer industrien et klart svar fra producenterne af skærende værktøjer – især på spørgsmålet om, hvordan de vil håndtere konsekvenserne af de stigende priser på wolfram.
Hvilke muligheder har producenterne af skærende værktøjer så for at imødegå denne udfordring? Der findes flere mulige tilgange.
Alternative materialer til skærende værktøjer med høj hårdhed.
En mulig tilgang er en øget anvendelse af alternative hårde skærematerialer som cermeter og keramiske materialer. Disse materialer tilbyder utvivlsomt væsentlige fordele i forhold til wolframkarbid, herunder højere hårdhed og bedre varmebestandighed. Deres anvendelse begrænses dog af flere faktorer, da de er mere sprøde, har lavere sejhed og er mere følsomme over for ustabile bearbejdningsforhold.
Ekstrahårde materialer som kubisk bornitrid (CBN) og polykrystallinsk diamant (PCD) udviser fremragende slidstyrke, men er samtidig meget omkostningstunge. Sammenlignet med wolframkarbid er deres anvendelsesområde desuden mere begrænset. CBN anvendes primært til bearbejdning af hærdede ståltyper, støbejern og højtemperatursuperlegeringer (HTSA), mens PCD hovedsageligt er velegnet til bearbejdning af ikke-jernholdige materialer som aluminium, kobberlegeringer og kompositmaterialer.
Avancerede belægninger
En anden strategi er udviklingen af slidbestandige beskyttelsesbelægninger. Innovationer inden for dette område har gjort det muligt at udvikle nye kvaliteter af belagt hårdmetal med forbedret værktøjslevetid. Derudover gør de mest avancerede belægninger det muligt at opretholde den samme værktøjslevetid, selv i hårdmetalkvaliteter med et reduceret indhold af wolframkarbid.
Anvendelsen af de nyeste belægningsteknologier kræver imidlertid specialiseret udstyr og avancerede produktionsprocesser, hvilket medfører ekstra produktionsomkostninger. Disse omkostninger kan i sidste ende påvirke værktøjernes salgspris og dermed begrænse de økonomiske gevinster ved teknologien.
Optimeret værktøjsdesign
En anden løsning på udfordringen er at optimere værktøjsdesignet. Anvendelsen af sammensatte værktøjskoncepter med udskiftelige skærende dele af wolframkarbid muliggør eksempelvis en mere rationel udnyttelse af hårdmetal og øger både fleksibiliteten og effektiviteten. Tilsvarende bidrager skærgeometrier, der maksimerer antallet af anvendelige skærkanter pr. vendeskær, til en bedre udnyttelse af materialet og en længere samlet værktøjslevetid.
I praksis anvendes vendeskær ofte ved betydeligt mindre skæredybder end deres maksimale kapacitet tillader. Samtidig gør moderne fremstillingsmetoder som præcisionsstøbning, smedning og sprøjtestøbning det muligt at producere emner med geometrier, der ligger tæt på den færdige komponents endelige form. Dette reducerer mængden af materiale, der skal fjernes under bearbejdningen. Som følge heraf stiger efterspørgslen efter værktøjer med mindre vendeskær. En reduktion af vendeskærenes størrelse repræsenterer en værdifuld mulighed for at begrænse forbruget af wolframholdigt materiale.
Endelig bidrager den kontinuerlige udvikling af optimerede skære- og spånbrydende geometrier til højere bearbejdningseffektivitet, længere værktøjslevetid og dermed et lavere forbrug af wolfram.
Innovative løsninger fra ISCAR
I denne sammenhæng er programmet fra ISCAR, en af de førende producenter af skærende værktøjer, særligt interessant, da det i sig selv illustrerer de muligheder, der findes for at imødegå de aktuelle udfordringer.
**ISCARs MULTI-MASTER er en produktfamilie af modulopbyggede værktøjer med udskiftelige skærehoveder i hårdmetal (figur 1), som har været på markedet siden begyndelsen af dette århundrede. Systemet er et fremragende eksempel på både omkostningseffektivitet og alsidighed.**
**Familiekonceptet, hvor én værktøjsholder (benævnt *shank* i MULTI-MASTER-terminologien) kan kombineres med en lang række forskellige skærehoveder, og hvor hvert skærehoved samtidig er kompatibelt med flere værktøjsholdere, bidrager ikke blot til at reducere forbruget af wolframkarbid. Det gør det også muligt at sammensætte værktøjsløsninger, der er optimeret til den specifikke bearbejdningsopgave.**
**Systemet forenkler tilpasningen af værktøjer, reducerer behovet for specialværktøjer og minimerer lagerbeholdningen af værktøjer. Resultatet er øget fleksibilitet, bedre ressourceudnyttelse og lavere samlede omkostninger i produktionen.**
Inden for hulfremstilling bygger borefamilien SUMOCHAM og dens afledte produktserier på det samme konstruktionsprincip: et modulopbygget værktøj med udskifteligt skærehoved af wolframkarbid. Et skærehoved kan monteres på værktøjsholdere med forskellige udhængslængder, hvilket gør det muligt at vælge den mest hensigtsmæssige værktøjskonfiguration i forhold til den ønskede boredybde.
Anvendelsen af udskiftelige skærehoveder reducerer behovet for at lagerføre et stort antal forskellige bor og bidrager dermed til en mere omkostningseffektiv værktøjsstyring. Den videre udvikling af SUMOCHAM-familien har desuden udvidet dette koncept til også at omfatte planforsænkning og planopboring (counterboring), hvilket yderligere øger systemets fleksibilitet og anvendelsesområde.
Begge produktserier, **MULTI-MASTER** og **SUMOCHAM**, er kendetegnet ved en ekstremt stiv fastspænding af hovedet, hvilket bringer samlingens dynamiske egenskaber meget tæt på – eller endda på niveau med – et massivt værktøj.
Derudover adresserer produkterne en udbredt udfordring i bearbejdningsprocesser: den tidskrævende udskiftning af slidte værktøjer. I disse værktøjsfamilier er det udelukkende skærehovedet, der skal udskiftes, hvilket kan udføres hurtigt og uden yderligere opstillingsprocedurer.
Dette **NO-SETUP-TIME**-designkoncept muliggør, at skærehovedet kan udskiftes uden at afmontere værktøjet fra maskinens spindel, hvilket reducerer maskinens stilstandstid markant og skaber en betydelig merværdi.
Ved at anvende det vendeskærsbaserede designkoncept på miniatureværktøjer samt værktøjer til bearbejdning ved små skæredybder har ISCAR udviklet et bredt produktsortiment, særligt inden for fræseområdet.
Virksomhedens portefølje omfatter blandt andet produktfamilier som **MICRO-3-FEED** (fig. 2), der er udviklet til effektiv højfremføringsfræsning (HFM), samt nyere tilføjelser til de populære **HELITANG**- og **HELI-3-MILL**-serier. Disse inkluderer kompakte fræsere med mini-vendeskær til blandt andet plan- og skulderfræsning.
Det er bemærkelsesværdigt, at mange af disse fræsere med lille diameter er konstrueret som pindfræsehoveder (endmill heads), hvilket gør det muligt at montere dem på **MULTI-MASTER**-skafter. Dette udvider anvendelsesområdet væsentligt for begge produkttyper.
Derudover er nogle hoveder udstyret med gevindforbindelse til fastspænding i ISCAR’s multifunktionelle modulopbyggede **FLEXFIT**-system, hvilket yderligere øger anvendelsesværdien.
Inden for drejeområdet er **LOGIQ-4-TURN**-familien blevet udvidet med værktøjer, der anvender et vendeskær i mindre størrelse (06) (fig. 3).
Dette dobbeltsidede vendeskær sikrer ikke alene en effektiv udnyttelse af hårdmetal ved at tilbyde fire vendbare skæregge, men kan også fastspændes enten med skrue eller med klemmearm, afhængigt af værktøjets konstruktion.
Denne smarte og omkostningsbesparende løsning er særligt fordelagtig ved drejeoperationer, hvor der produceres miniaturekomponenter på schweiziske drejebænke (Swiss-type maskiner) og kompakte drejebænke.
Til ISO-drejeapplikationer, hvor skæredybden er væsentligt mindre end den maksimale skæredybde for standardiserede ISO-vendeskær, har ISCAR udviklet **FLASH-TURN**-værktøjsfamilien med mindre vendeskær.
Denne primære løsning til reduktion af værktøjsomkostninger ved ISO-drejning er konstrueret til at maksimere udnyttelsen af skæreggene og reducere omkostningen pr. emne, samtidig med at ydeevnen opretholdes.
Inden for afstikning og rillebearbejdning viser **DO-GRIP**-produkterne med tynde, vendbare vendeskær (fig. 4) et betydeligt potentiale.
De smalle vendeskær tilbyder to vendbare skæregge og muliggør præcise snit med små sporbreder i området 0,8 til 1,2 mm (0,031" til 0,047").
Disse materialebesparende egenskaber sikrer en økonomisk udnyttelse af både hårdmetal og emnemateriale, særligt ved afstikning og rillebearbejdning af rør eller tyndvæggede komponenter.
Det fleræggede vendeskærdesign giver en markant omkostningseffektivitet. Som en veletableret ”klassisk” strategi til at maksimere udnyttelsen af skæremateriale anvender værktøjskonstruktører denne tilgang, hvor det er muligt.
Blandt ISCARs seneste innovationer er en ny tilføjelse til **PENTACUT**-familien – en serie værktøjer til afstikning og rillebearbejdning med stjerneformede vendeskær – særligt bemærkelsesværdig. Den nye serie er udstyret med mini-vendeskær med en indskreven cirkeldiameter på 17 mm (0,67") og en skærebredde i området 1,5 til 2,5 mm (0,059" til 0,098").
Mini-**PENTA**-produkterne giver klare besparelsesfordele: fem skæregge samt mulighed for at fremstille smalle snit, hvilket reducerer materialespild ved afstikning af emner med lille diameter og ved rillebearbejdning – især i applikationer tæt op ad skuldre.
Multifunktionelle værktøjer gør det muligt at udføre flere forskellige bearbejdningsoperationer med ét og samme værktøj. Sådanne ”alt-i-én”-løsninger er et effektivt middel til at reducere spåntagende omkostninger og øge produktiviteten.
**QUICK-D-MILL**-vendeskærsværktøjer, som kombinerer fræse- og borefunktioner, demonstrerer tydeligt effektiviteten ved multifunktionelt design. Grundlaget for QUICK-D-MILL-konceptet er dobbeltandede, højre-skærende fræsere udstyret med to rektangulære vendeskær i hårdmetal (fig. 5).
Hvert vendeskær har fire skæregge og kan anvendes både til centrumsskæring og periferisk bearbejdning, hvilket optimerer udnyttelsen, reducerer udskiftningsfrekvensen og sænker omkostningerne.
Under boring arbejder værktøjet med én effektiv tand, mens fræsning udføres med to effektive tænder, hvilket giver en betydelig funktionel fordel.
De nye pindfræsere fås i diametre fra 16 til 32 mm (0,625–1,25") og udgør dermed et stærkt og omkostningseffektivt alternativ til massive hårdmetalværktøjer.
For yderligere fleksibilitet tilbydes også en **MULTI-MASTER**-hovedløsning, som er udstyret med præcist rettet intern højtrykskøling (HPC).
Stigende priser på wolfram (tungsten) udfordrer metalbearbejdningsindustrien og presser producenterne til at finde mere omkostningseffektive værktøjsløsninger uden at gå på kompromis med produktiviteten.
Innovative tilgange, som dem ISCAR tilbyder, har i stigende grad fokus på at maksimere output og reducere værktøjsomkostningerne som svar på disse krav.
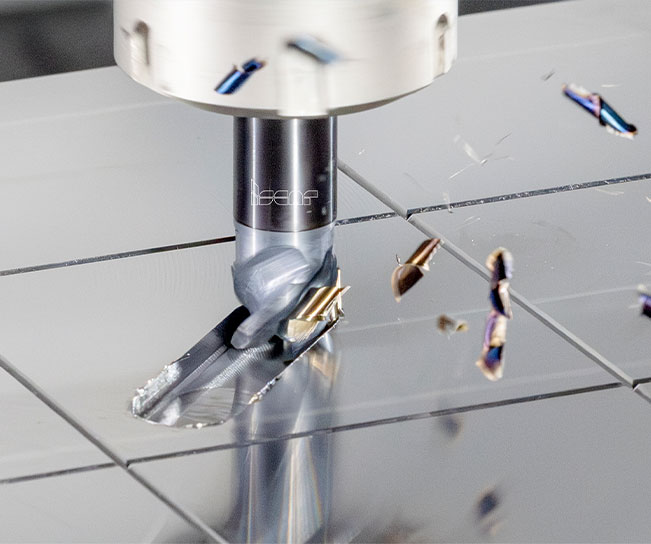 Fig.1
Fig.1
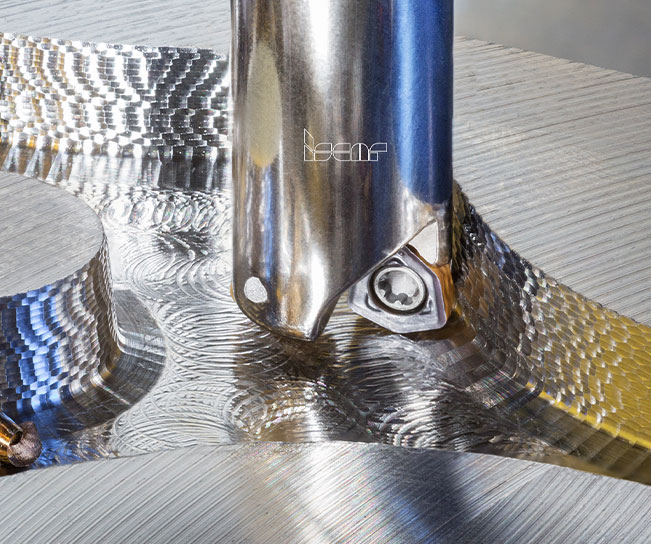 Fig.2
Fig.2
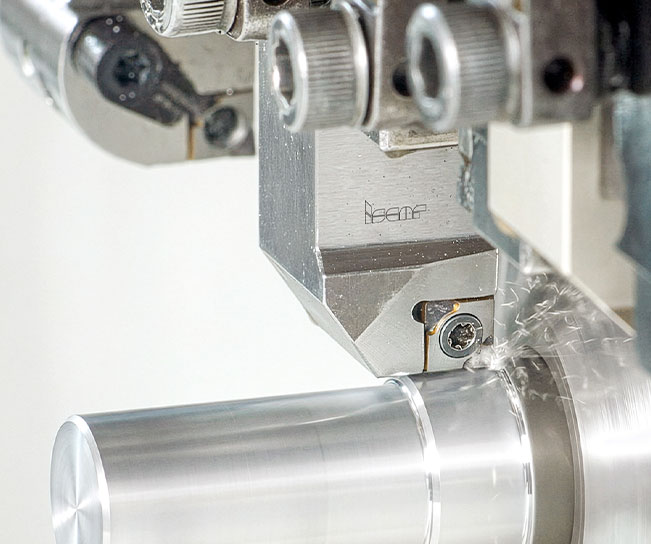 Fig.3
Fig.3
 Fig.4
Fig.4
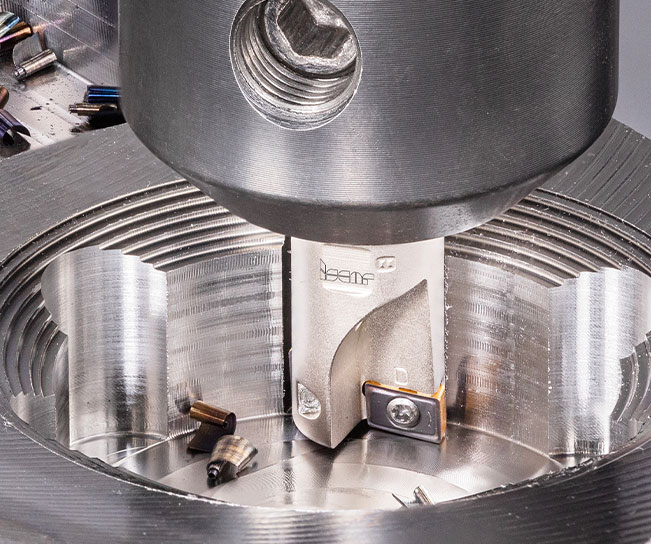 Fig.5
Fig.5