Hace algunas décadas, el lanzamiento de máquinas herramienta con mayor velocidad lineal y angular fue fundamental para implementar los eficientes métodos de fresado a alta velocidad. El fresado “a láminas” era uno de estos métodos. La base de este fresado a láminas es la relación entre una elevada profundidad de corte (normalmente no es mayor que cinco veces el diámetro de la fresa) y un pequeño ancho de corte (habitualmente 0.2 veces el diámetro de la fresa). Esta combinación ofrece múltiples ventajas. Le denominamos fresado TROCOIDAL.
La disminución del ancho de corte reduce la carga de calor sobre el filo de corte y permite incrementar la velocidad. La velocidad de corte en el fresado a láminas es superior que la del fresado convencional.
Por otro lado, los bajos valores de ancho de corte reducen significativamente el componente radial de la fuerza de corte, habitual causante de vibraciones y del pandeo de la fresa. Esto garantiza una elevada estabilidad operacional y facilita el aumento de la profundidad de corte.
La viruta generada es más fina en sentido radial, por lo que se pueden aplicar mayores avances para mantener con precisión el espesor de viruta requerido.
Por lo tanto, el fresado con un bajo contacto radial y una sustancial profundidad de corte, con altos índices de velocidad y avance, incrementa espectacularmente la productividad. Además, con este método el desgaste a lo largo del filo de corte es gradual y uniforme, prolongando la duración de la herramienta.
El fresado a láminas es muy productivo en operaciones de escuadrado profundo. Esta técnica se ha aplicado con éxito en procesos de mecanizado en los que se utilizan herramientas de pequeño tamaño para fresar zonas de difícil acceso, como cavidades.
El avance de los sistemas de control numérico (CNC) y de producción asistida por ordenador (CAM) han generado mejoras adicionales, como el fresado trocoidal con trayectorias complejas en lugar de lineales (también a láminas). En matemáticas, un trocoide es una curva generada por un punto de un círculo que gira a lo largo de una guía sin deslizarse. En fresado trocoidal, la fresa se mueve a lo largo de una curva, cortando finas y delgadas capas de material. Esta curva suele ser un arco circular (semicírculo), la fresa vuelve al punto inicial siguiendo la cuerda del arco y repite la trayectoria con un pequeño solape. En este caso, la trayectoria de la fresa tiene forma de letra “D”. El fresado a lo largo de una trayectoria curvilínea favorece que la carga sobre el filo de corte sea constante, eliminando los picos de carga cuando se entra en el material.
Además de la trayectoria en “D”, ya considerada como “clásica”, las generadas por las avanzadas máquinas actuales, con sistemas de control de tecnología punta, son mucho más complejas. Las trayectorias de fresado trocoidal minimizan los tiempos sin cortar y optimizan los movimientos de la máquina.
El fresado trocoidal es muy efectivo en ranuras profundas, cajeras y cavidades y ofrece buenos resultados en materiales duros y de baja maquinabilidad, especialmente titanio y aleaciones a altas temperaturas. Además, es extremadamente útil para aumentar el rendimiento en caso de condiciones inestables: piezas con escasa rigidez, zonas de paredes delgadas, fijación insuficiente, etc.
Y más aún, la carga uniforme y considerablemente menor sobre la herramienta hace que el fresado trocoidal sea muy eficiente y aplicable al micro-mecanizado.
Las principales dificultades del fresado trocoidal son el control de la máquina herramienta y la programación de la trayectoria. Sin embargo, una vez superados estos retos, hay otro factor importante que suele pasarse por alto: la herramienta de corte. Si la herramienta no es la correcta, los esfuerzos realizados en el diseño de la trayectoria y en mantener una carga uniforme sobre el filo de corte no ofrecen los resultados esperados, lo que supone un reto para los fabricantes de herramientas, ya que deben producir la herramienta óptima para cumplir con los requisitos del fresado trocoidal.
¿Cuáles son las características de una herramienta para fresado trocoidal de alto rendimiento?
En primer lugar, debe ser una fresa adecuada para el mecanizado a alta velocidad. Esto incluye todos los parámetros relacionados en cuanto a precisión, equilibrado, seguridad a elevada velocidad de rotación, etc. El fresado con altas profundidades de corte incrementa el voladizo de la herramienta, y el comportamiento de la fresa es crucial para garantizar la estabilidad del mecanizado.
Como característica básica el ancho de corte es pequeño, sólo un diente tiene contacto con el material de la pieza en cualquier momento. La optimización de la zona de contacto a lo largo del diente es un factor importante para la estabilidad del fresado, por lo que la fresa con la hélice del filo de corte más favorable es vital para encontrar la mejor solución. Para evacuar con efectividad las virutas muy finas generadas en esta estrategia de fresado no es necesario que ha herramienta cuente con amplios canales de evacuación de la viruta.
Un breve examen de lo expuesto con anterioridad nos indica que las fresas multidiente de metal duro integral o las que montan cabezas intercambiables de metal duro integral cumplen holgadamente con todos los requisitos. De hecho, la mayor parte de las herramientas utilizadas hoy en día para fresado trocoidal son integrales, de metal duro y alta densidad de labios.
Es lógico, ya que estas fresas tienen diseño y características propias. Estos productos se caracterizan por
a) Hélice diferencial y paso angular variable, que hacen que el diseño sea anti-vibratorio, con mayor estabilidad y adecuado para fresado a alta velocidad con grandes voladizos
b) Labios especialmente diseñados para incrementar el diámetro del núcleo de la fresa y aumentar la resistencia dinámica
c) Suficiente espacio para garantizar un suave flujo de virutas. Estas herramientas mantienen una elevada precisión con los máximos índices de extracción de metal en el mecanizado de la mayor parte de materiales de ingeniería. La gama de diámetros de las fresas de ISCAR para fresado trocoidal es de 2 a 25 mm.
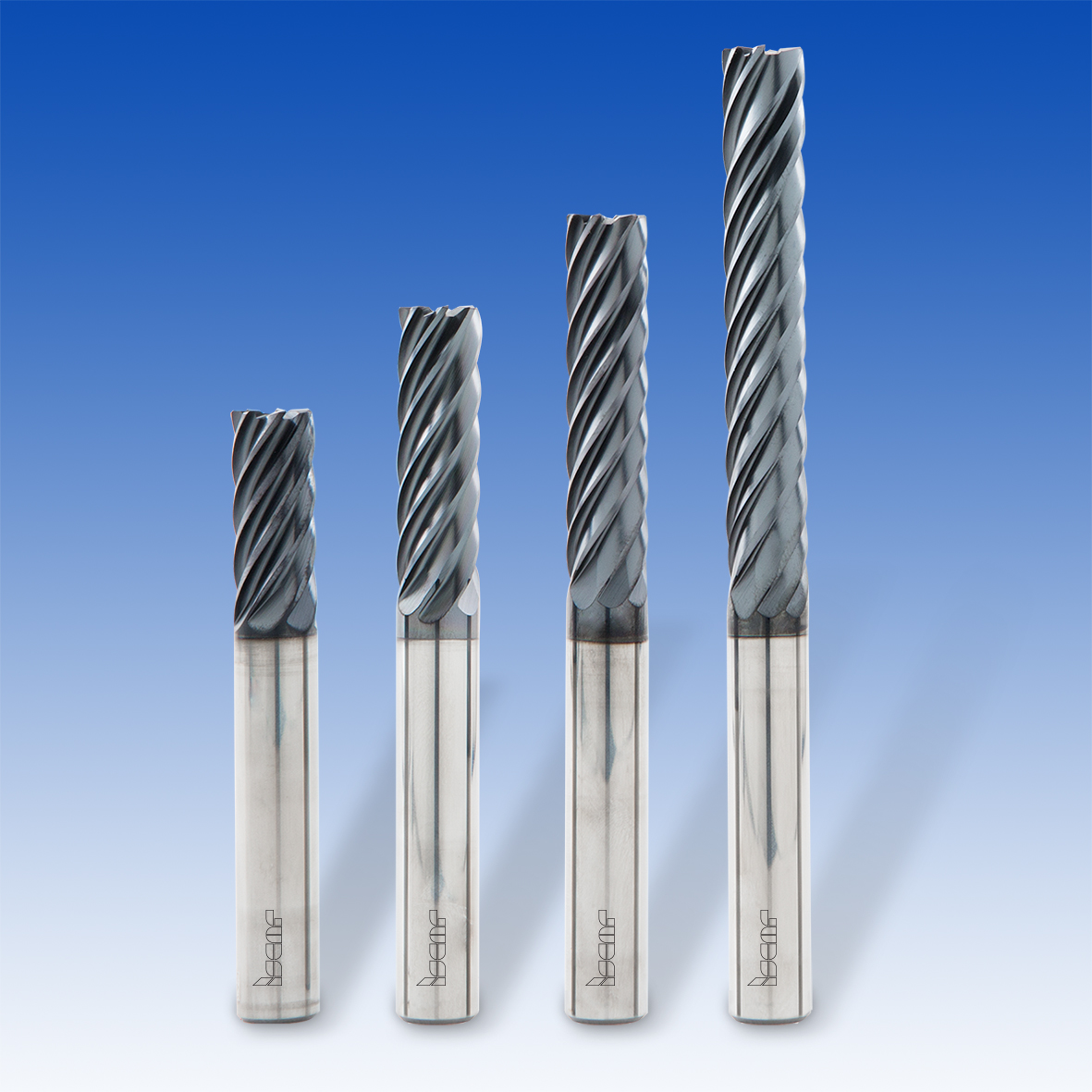
La denominadas fresas de metal duro integral CHATTERFREE EC-E7/H7-CF tienen 7 labios y diferentes radios de punta. Disponibles en longitudes de dos, tres, cuatro y seis veces el diámetro (Fig. 1). Están fabricadas en la calidad de metal duro IC902, de sustrato de grano ultrafino y con recubrimiento PVD de última generación.
El principal rasgo distintivo de la fresas de 7 labios ECP-H7-CF (Fig. 2) es la geometría fragmentadora de viruta de sus filos de corte. Esta geometría ofrece un excelente rendimiento con grandes voladizos y mejora muy significativamente la evacuación de viruta en el mecanizado de cajeras y cavidades. Es importante tener en cuenta que el efecto fragmentador de viruta garantiza un acabado superficial satisfactorio para la mayoría de requisitos operacionales.
Las fresas de metal duro integral Ti-TURBO de 7 y 9 labios ECK-H7/9-CFR, especialmente diseñadas para el fresado a alta velocidad de aleaciones de titanio, tienen una longitud aproximada de dos veces su diámetro. Gracias a la excelente reducción de vibraciones y a la óptima geometría del filo, estas fresas ofrecen buenos resultados en el fresado trocoidal de diferentes componentes de aeronáutica, como el mecanizado de ranuras curvas en rotores de turbina con álabes.
Para mecanizar ranuras poco profundas o esquinas de piezas de titanio mediante fresado trocoidal, la solución más adecuada son las cabezas intercambiables MULTI-MASTER de 6 labios, de reciente lanzamiento (Fig. 3). El diseño de la cabeza incorpora los conocimientos y experiencia de ISCAR en este campo, dando como resultado un producto robusto para el mecanizado eficiente de calidades de titanio de baja maquinabilidad, como son el Ti-10V-2Fe-3Al y el Ti-5Al-5Mo-5V-3Cr.
Este artículo estaría incompleto si no incluyera algunas notas sobre los portaherramientas, que son parte esencial del éxito del fresado trocoidal. La práctica nos enseña que los mejores resultados se obtienen cuando las fresas montan en portapinzas hidráulicos o de fijación térmica (Fig. 4) que garantizan un apriete sólido y una excelente precisión en el salto. Cabe huir de productos de dudoso origen y fiabilidad. Una falta de alineación o salto excesivo puede dar al traste el empleo de fresas adecuadas y una estrategia de mecanizado impecable.
Pies de foto:
Fig. 1 – Las fresas de metal duro integral CHATTERFREE se fabrican con diferentes relaciones de longitud/diámetro
Fig. 2 – Un diseño de filos de corte fragmentadores
de viruta mejora significativamente la evacuación de viruta y el acabado
Fig. 3 – Cabezas intercambiables MULTI-MASTER de ISCAR para el fresado trocoidal de aleaciones de titanio de baja maquinabilidad.
Fig. 4 – Fresado trocoidal de desbaste de perfiles aerodinámicos con una fresa multidiente de metal duro integral montada en un portapinzas térmico.
 [Fig. 1]
[Fig. 1]
 [Fig. 2]
[Fig. 2]
 [Fig. 3]
[Fig. 3]
 [Fig. 3]
[Fig. 3]
