_Headquarters - English
Argentina - Español
Australia - English
Austria - Deutsch
Belarus - Русский
Belgium - Français
Belgium - Nederlands
Brazil - Brasil-Português
Bulgaria - Български
Canada - English
Canada - Français
China - 中文简体
China(Taiwan) - 中文繁体 (Taiwan)
Colombia - Español
Croatia - Hrvatski
Czech Rep. - Česky
Denmark - Dansk
Finland - suomi
France - Français
Germany - Deutsch
Hungary - Magyar
India - English
Israel - עברית
Italy - Italiano
Japan - 日本語
Mexico - Español
Morocco - Français
Poland - Polski
Portugal - Português
Romania - Română
Russia - Русский
Serbia - Српски
Slovakia - Slovencina
Slovenija - Slovenšcina
South Africa - English
South Korea - 한국어
Spain - Español
Sweden - Svenska
Switzerland - Deutsch
Switzerland - Français
Switzerland - Italiano
Thailand - ไทย
The Netherlands - Nederlands
Turkey - Türk
UAE - English
UK - English
Ukraine - Український
USA - English
Vietnam - Tiếng Việt
HOME
เกี่ยวกับบริษัท
สำนักงานใหญ่
ผู้ก่อตั้ง
ISCAR THAILAND
ผู้นำด้านนวัตกรรมงานโลหะ
การผลิต
การประกันคุณภาพ
บริษัทระดับโลก
ขอบเขตนโยบายสากล
แร่ธาตุที่มีความขัดแย้ง
จรรยาบรรณธุรกิจ
กิจกรรมสัมมนาจาก ISCAR
ติดต่อเรา
กลุ่มผลิตภัณฑ์
งานตัดและงานเซาะร่อง
งานกลึงและงานกลึงเกลียว
เครื่องมือขนาดเล็ก
งานเจาะ
งานกัด
ด้ามจับ
การกลึงเกลียว
กลุ่มเครื่องมือขนาดเล็ก
เกรด
Wear Resistance
Heavy
ประชาสัมพันธ์
แนะนำผลิตภัณฑ์ใหม่
แคตตาล็อก
โบรชัวร์
อ้างอิงและคู่มือการใช้งาน
แมกกาซีนเกี่ยวกับ ISCAR
การเรียนรู้
สั่งซื้อออนไลน์
เครื่องคำนวณ
กำลังเครื่องจักร
กลุ่มเกรดที่เพิ่มประสิทธิภาพ
ประสิทธิภาพของรูปทรงเรขาคณิต
TECH
KNOW
E-CAT - Electronic Catalog
ITA - ISCAR Tool Advisor
Machining Power
MillThread Advisor
Productive Geometries
Grade Optimizer
IndustRealize
Tech Talk
FAQ
TECH
KNOW
NEW FAQ ADDED
X
/faq.aspx?countryid=40&SearchCatId=2
การประชาสัมพันธ์ผลิตภัณฑ์ใหม่
แคตตาล็อก
โบรชัวร์
อ้างอิงและคู่มือการใช้งาน
แมกกาซีนเกี่ยวกับ ISCAR.
บทความล่าสุด
>
HIGH END MULTI PRESENCE
Multi-Presence ระดับไฮเอนด์
ย้อนกลับไปในช่วงต้นทศวรรษ 2000 การเปิดตัวระบบ MULTI-MASTER ของ ISCAR ที่มีหัวคาร์ไบด์แบบถอดเปลี่ยนได้มีบทบาทสำคัญในการพัฒนาเครื่องมือตัด ส่วนประกอบเครื่องมือที่มีหัวเปลี่ยนได้นั้นรู้จักกันมานานก่อน MULTI-MASTER ของ ISCAR นี่เป็นผลิตภัณฑ์ที่เปลี่ยนมุมมองดั้งเดิมของแนวคิดการออกแบบของระบบดังกล่าว
ภายในกลุ่มผลิตภัณฑ์ MULTI-MASTER ส่วนหัวจะยึดแน่นโดยใช้การต่อเกลียว ซีเมนต์คาร์ไบด์เป็นวัสดุที่แข็งมากและทนต่อการสึกหรอ และมีแรงกระแทกต่ำกว่าเมื่อเทียบกับเหล็กกล้าความเร็วสูง ในชิ้นส่วนเกลียวคาร์ไบด์ เกลียวเป็นแหล่งรวมความเค้นที่มีความสำคัญต่อการทำงานของเครื่องมือ โดยเฉพาะอย่างยิ่งภายใต้การโหลดแบบวน เครื่องมือหมุนที่มีหัวคาร์ไบด์แบบเปลี่ยนได้มีความเหมาะสมในช่วงเส้นผ่านศูนย์กลางที่ค่อนข้างเล็ก โดยทั่วไปคือ 6-25 มม. (.25"-1.00") ซึ่งจำกัดเส้นผ่านศูนย์กลางของเกลียวที่เหมาะสมและความสูงของโปรไฟล์เกลียว
ประเด็นข้างต้นทำให้มีปัญหาในการใช้เกลียวมาตรฐานและกำหนดรูปทรงเกลียวพิเศษอย่างเข้มงวดเพื่อให้สอดคล้องกับข้อกำหนดของการเชื่อมต่อ ดังนั้นการต่อเกลียวกับตัวจับยึดหัวจึงเป็นที่น่าสงสัยอย่างมาก โชคดีที่ MULTI-MASTER ซึ่งมีพื้นฐานมาจากส่วนกำหนดค่าที่ออกแบบมาเป็นพิเศษ (รูปที่ 1) ได้ขจัดข้อสงสัยทั้งหมดและความสำเร็จของมันนำไปสู่รูปลักษณ์ใหม่ของหลักพื้นฐาน หลังจากนั้นไม่นาน ผู้ผลิตเครื่องมือเกือบทุกรายก็ได้พัฒนาระบบของตนเองสำหรับเครื่องมือหมุนด้วยหัวเกลียวคาร์ไบด์แบบเปลี่ยนได้
เครื่องมือที่มีหัวเกลียวมีข้อได้เปรียบที่สำคัญเนื่องจากแสดงให้เห็นถึงความสามารถรอบด้านที่น่าประทับใจ ให้การใช้ซีเมนต์คาร์ไบด์อย่างมีเหตุผล และใช้งานง่ายด้วยการเปลี่ยนหัวอย่างง่าย มีผู้ถามมาบ่อยครั้งว่าความลับของความสำเร็จของ MULTI-MASTER คืออะไร และคุณสมบัติใดบ้างที่รับรองความนิยมและอายุขัยของผลิตภัณฑ์
นอกเหนือจากประโยชน์ที่กล่าวไว้ข้างต้น ซึ่งเป็นสิ่งสำคัญสำหรับเครื่องมือที่มีหัวเกลียวแบบเปลี่ยนได้ MULTI-MASTER ยังให้ความสามารถในการทำซ้ำในมิติสูงด้วยแนวคิดการออกแบบหน้าสัมผัส แนวคิดนี้มีหลักการ "ไม่มีการตั้งค่า" สำหรับการเปลี่ยนหัวที่สึก - ไม่จำเป็นต้องดำเนินการตั้งค่าเพิ่มเติมสำหรับการปรับ และสามารถเปลี่ยนหัวได้โดยไม่ต้องถอดเครื่องมือออกจากเครื่อง
ลักษณะเฉพาะอีกประการหนึ่งของ MULTI-MASTER คือหัวที่หลากหลายมากซึ่งครอบคลุมการใช้งานที่หลากหลายในการกัด การเจาะรู การแกะสลัก และการใส่เกียร์ ในการกัด สิ่งเหล่านี้ครอบคลุมบ่าฉาก ใบหน้า พื้นผิว 3 มิติ การลบมุม โพรงและช่อง ร่องและร่อง เกลียว และการตัดเฉือนด้วยวิธีการกัดด้วยอัตราเร็วและอัตราป้อนสูง และในการเจาะรู การเจาะรูตรงกลางและเฉพาะจุด การเคาเตอร์ซิงค์ ฯลฯ
การรวมหัวสองประเภทเข้าด้วยกันเป็นการผสมผสานที่เป็นประโยชน์ของแนวทางการออกแบบสองแบบ: หัวกราวด์ทั้งหมดจากช่องว่างที่เป็นของแข็ง และหัวจากเม็ดมีดซินเตอร์ที่มีรูปทรงล่วงหน้า เมื่อใช้ร่วมกับด้าม ตัวต่อ และตัวลดขนาดที่มีให้เลือกมากมาย ทำให้กระบวนการค้นหารูปแบบเครื่องมือที่ดีที่สุดสำหรับการตัดเฉือนโลหะเป็นไปอย่างง่ายดาย นอกเหนือจากนั้น กลุ่มผลิตภัณฑ์และผลิตภัณฑ์ของบริษัทยังเหมาะอย่างยิ่งสำหรับผลิตภัณฑ์ที่ผลิตขึ้นโดยเฉพาะ ซึ่งทำให้การปรับแต่งเครื่องมือทำได้ง่ายขึ้นมาก ทั้งหมดนี้เปลี่ยนกลุ่มผลิตภัณฑ์ MULTI-MASTER ที่แข็งแกร่งให้เป็นเครื่องมือที่ทรงพลังสำหรับการปรับปรุงประสิทธิภาพการผลิตและลดต้นทุนการผลิต ในขณะเดียวกันก็รับประกันความมุ่งมั่นของลูกค้าที่มีมายาวนาน
ขอบเขตการใช้งานใหม่เริ่มต้นด้วยขนาดเกลียว T12 ใหม่ของ ISCAR ซึ่งมีไว้สำหรับหัวกัดปลายที่มีเส้นผ่านศูนย์กลาง 32 มม. (1.25") แม้ว่ามีดกัดโซลิดคาร์ไบด์ในเส้นผ่านศูนย์กลางนี้จะไม่ธรรมดาเนื่องจากมีต้นทุนสูง แต่ก็มีภาคอุตสาหกรรม เช่นการบินและอากาศยานที่ต้องการเครื่องมือดังกล่าว
การรวมกันของหัวแบบเปลี่ยนได้ให้การแก้ปัญหาที่คุ้มค่ากว่ามาก และ ISCAR ก็กระตือรือร้นเกี่ยวกับโอกาสในการพัฒนาใหม่ ๆ สิ่งสำคัญที่ควรทราบคือในบรรดาผลิตภัณฑ์ที่แนะนำของ ISCAR มีมีดกัด 5 ฟันพร้อมเกลียวแบบปรับได้ที่ออกแบบมาโดยเฉพาะสำหรับการตัดเฉือนโลหะผสมไทเทเนียมที่ตัดยากและวัสดุที่มีอุณหภูมิสูง (การใช้งานกลุ่ม ISO S) หัวมีรัศมีมุม 4 และ 5 มม. (.120", .250", .375") ซึ่งเป็นเรื่องปกติสำหรับการผลิตชิ้นส่วนเครื่องบิน
ในอุตสาหกรรมการบินและอากาศยาน กลุ่มผลิตภัณฑ์ได้รับการปรับปรุงด้วยมีดกัด 6 ฟันที่มีเส้นผ่านศูนย์กลาง 8-25 มม. (.315"-1.00") สำหรับการกลึงไททาเนียม รวมถึง β- ที่ตัดยากและใกล้ β-alloys โดยเฉพาะอย่างยิ่งโดย วิธีการกัดโทรคอยด์ ส่วนหัวมีลักษณะเป็นเกลียวที่แตกต่างกันและระยะพิทช์เชิงมุมที่ปรับเปลี่ยนได้เพื่อปรับปรุงความเสถียรของหัวกัด สกรูหัวจมของเครื่องบินทั่วไปต้องใช้มีดเคาเตอร์ซิงค์ 100° มักจะต้องใช้มุมเดียวกันในการยืด MULTI-MASTER นำเสนอวิธีแก้ปัญหาที่เหมาะสมด้วยหัวเคาเตอร์ซิงค์แบบ 2 ฟันที่พัฒนาขึ้นใหม่ (รูปที่ 2) ที่มีมุมจุด 100° ในเส้นผ่านศูนย์กลาง 9.525-19.05 มม. (.375"-.750") หัวนี้ยังเหมาะสำหรับการลบมุมและการเจาะเฉพาะจุด
การเติบโตของเครื่องจักร CNC 5 แกนทำให้เกิดกลยุทธ์ใหม่ที่มีประสิทธิภาพสำหรับการกัดรูปร่าง 3 มิติที่ซับซ้อน สิ่งนี้ได้เพิ่มความต้องการเครื่องมือตัดที่มีรูปทรงเฉพาะ เช่น มีดกัดแบบบาร์เรล
ตามความต้องการใหม่ MULTI-MASTER ได้เติมเต็มช่วงด้วยหัวพิมพ์ที่เหมาะสมซึ่งลูกค้านำไปใช้สำเร็จ โดยเฉพาะอย่างยิ่งในอุตสาหกรรมการบินและอวกาศ การแพทย์ แม่พิมพ์และการขึ้นรูป
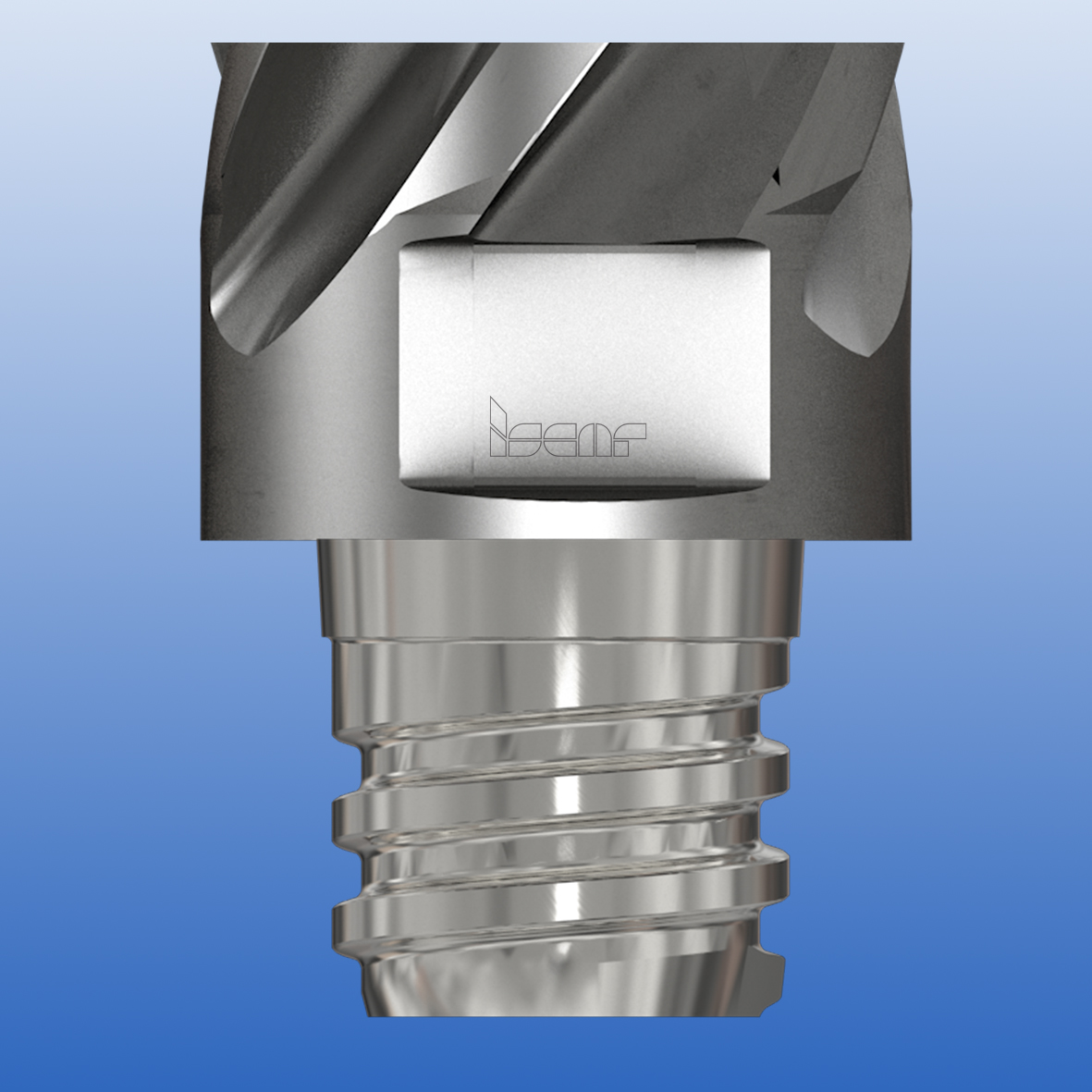
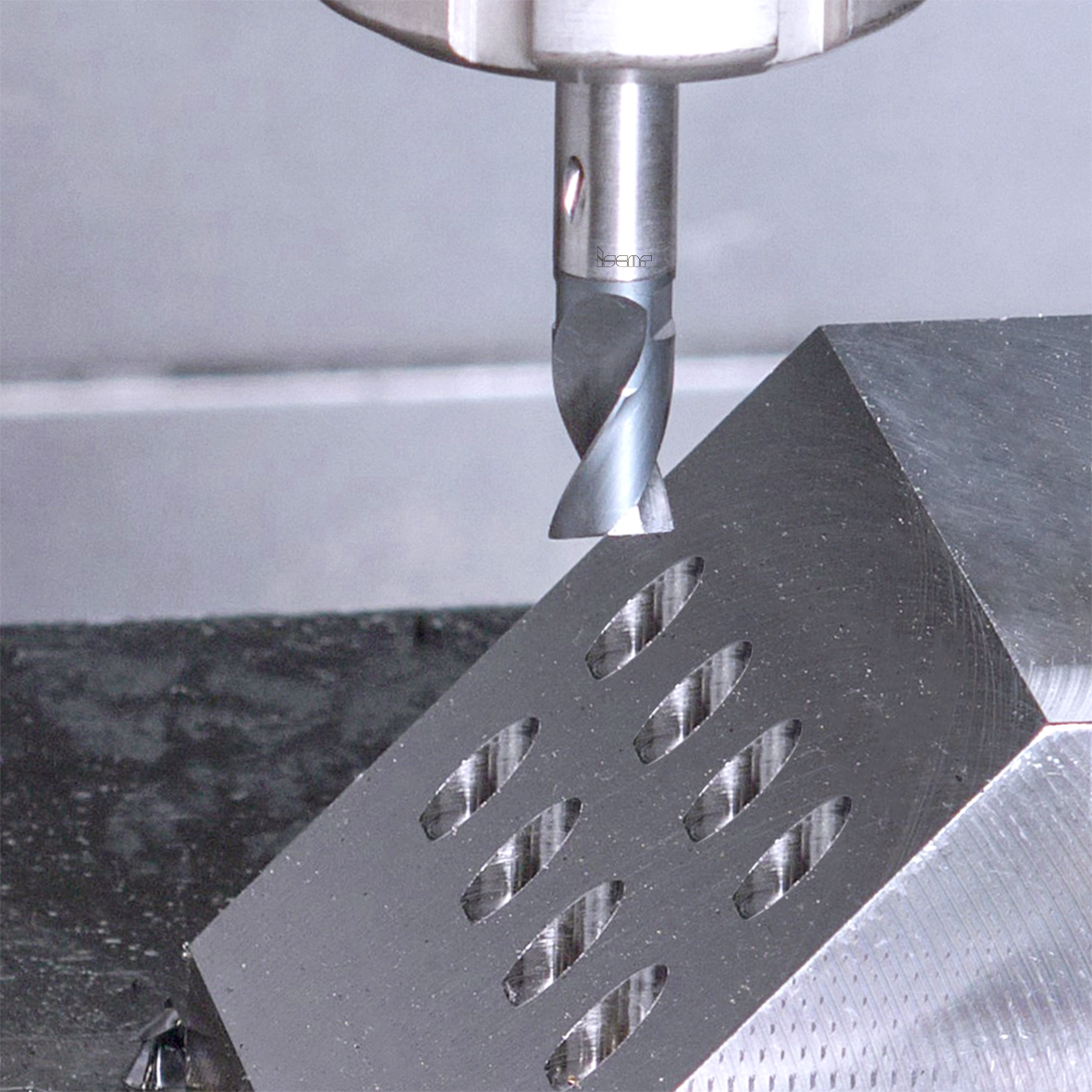
ในการทำรู มีดเจาะก้นแบนที่แม่นยำที่เพิ่งเปิดตัวได้ขยายขอบเขตการใช้งานในการเจาะแบบตื้นสำหรับเหล็ก สแตนเลส และเหล็กหล่อ (กลุ่มการใช้งาน ISO P และ K) รวมถึงพื้นผิวลาดเอียงของการเจาะโดยตรง (รูปที่ 3) . พิกัดความเผื่อของเส้นผ่านศูนย์กลางของส่วนหัวเป็นไปตามระดับความแม่นยำ h7 ในขณะที่ความสามารถในการเจาะหัวขยายได้ถึง 1.2 ระดับของเส้นผ่านศูนย์กลาง คำขวัญของ ISCAR “เป็นมิตรกับผู้ใช้มากขึ้น” เกี่ยวข้องกับการอัพเกรดมีดกัดร่อง MULTI-MASTER ล่าสุดด้วยตัวเลือกการจับยึดแบบใหม่ การผสมผสานส่วนเว้า TORX ทรงหกเหลี่ยมเข้ากับการออกแบบส่วนหัวช่วยให้ยึดหัวด้วยประแจแรงบิดแบบตายตัวหรือแบบปรับได้ของ ISCAR เพื่อการหนีบที่เชื่อถือได้
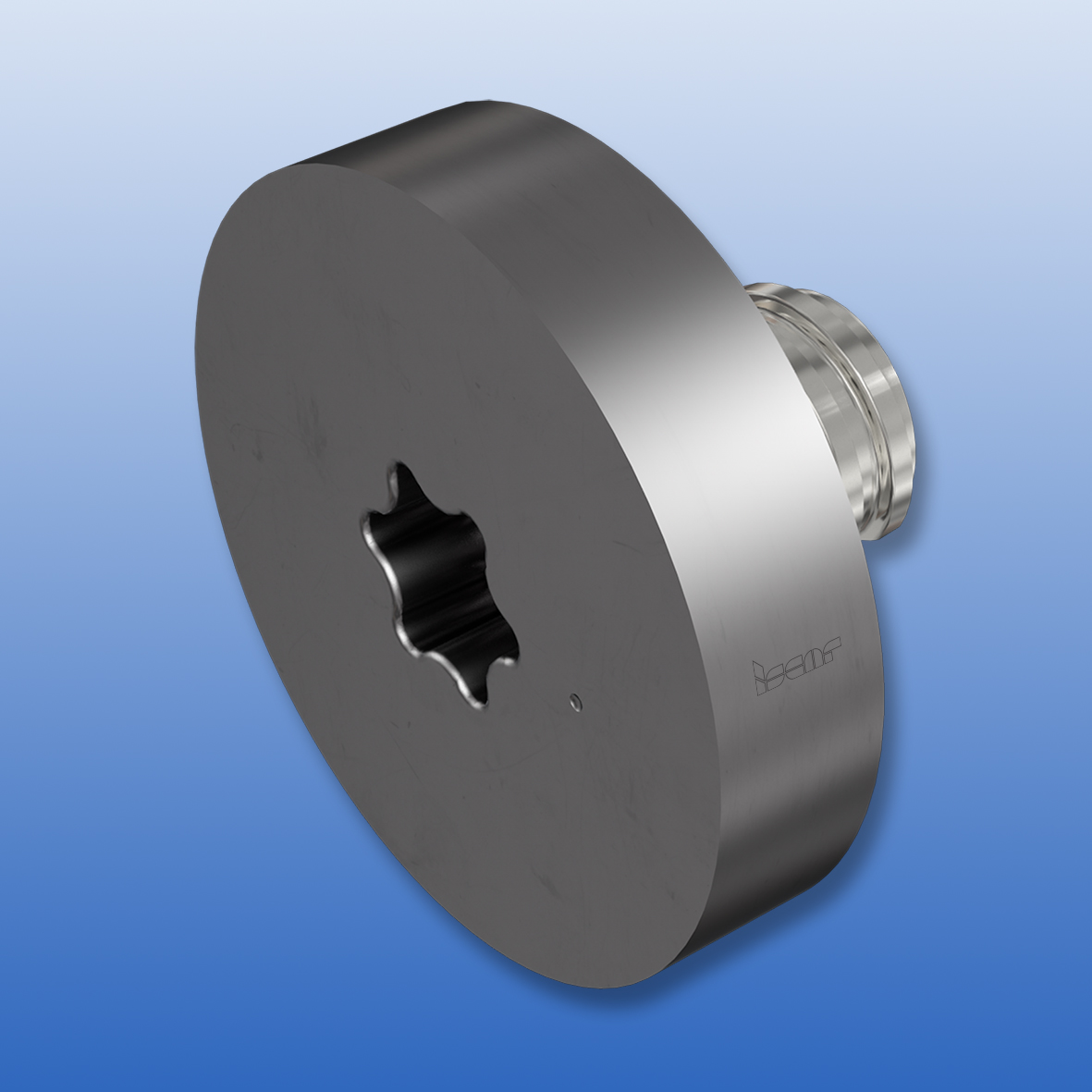
ข้อได้เปรียบของ MULTI-MASTER คือส่วนหัวนั้นยอดเยี่ยมในการสร้างโปรไฟล์พิเศษ รายการนี้มีช่องว่างเกลียวหลายอันจากซีเมนต์คาร์ไบด์ที่ไม่เคลือบผิวสำหรับผลิตภัณฑ์ตามสั่ง เมื่อไม่นานมานี้ ช่วงของช่องว่างที่มีอยู่ได้ขยายออกไปโดยหัวกึ่งสำเร็จรูปรูปทรงดิสก์ (รูปที่ 4) ซึ่งใช้สำหรับโซลูชันที่กำหนดเองในช่องกัด ร่อง เกลียว ร่องฟัน และอื่นๆ อีกมากมายได้สำเร็จ
ตัวอย่างข้างต้นไม่เพียงแต่แสดงให้เห็นทิศทางการพัฒนาของระบบเครื่องมือหมุนชั้นนำที่มีหัวคาร์ไบด์แบบถอดเปลี่ยนได้ แต่ยังแสดงให้เห็นอย่างชัดเจนว่าแหล่งที่มาสำหรับการพัฒนาและปรับปรุงความสามารถของระบบนั้นยังห่างไกลจากความสมบูรณ์
ความต้องการของการผลิตสมัยใหม่ทำให้เกิดการร้องขอมากขึ้นและเปิดช่องทางการทำงานใหม่ที่ต้องการการตอบสนองของเครื่องมือที่เหมาะสม ประวัติของ MULTI-MASTER ของ ISCAR สิ้นสุดลงด้วยเครื่องมืออเนกประสงค์ที่มีหัวเปลี่ยนได้ และเน้นย้ำถึงความสามารถในการตอบสนองความต้องการทางอุตสาหกรรมที่กำลังเติบโต
[รูปที่. 1- การกลึงเกลียวโปรไฟล์พิเศษอำนวยความสะดวกในความน่าเชื่อถือและความทนทานของกลุ่มผลิตภัณฑ์ MULTI-MASTER]
รูปที่. 2- หัวเคาท์เตอร์ซิงค์ 100° มักใช้ในการผลิตชิ้นส่วนเครื่องบิน]
[รูปที่. 3- พื้นผิวเอียงของการเจาะที่มีประสิทธิภาพไม่ใช่ปัญหาสำหรับหัวแบนด้านล่าง]
[รูปที่. 4- หัวเปล่าแบบจานเหมาะอย่างยิ่งสำหรับการแก้ปัญหาที่กำหนดเองในช่องกัดและร่องกัด ช่องหกเหลี่ยมในหน้าส่วนหัวมีไว้สำหรับการใช้ประแจปลาย TORX ที่มีแรงบิดควบคุมเพื่อการหนีบที่เชื่อถือได้]
×
TECH CENTER
Strengthening Your
Engineering Qualifications
INDUSTREALIZE
Where Ideas
Become a Reality
E - LEARNING
Become an Expert in
the Metal Cutting Industry